
Page 8 - e3331
P. 8
Introduction of Performance by Use
2 Machine Tools
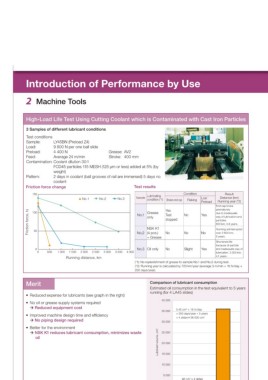
High-Load Life Test Using Cutting Coolant which is Contaminated with Cast Iron Particles
3 Samples of different lubricant conditions
Test conditions
Sample: LY45BN (Preload Z4)
Load: 9 800 N per one ball slide
Preload: 4 400 N Grease: AV2
Feed: Average 24 m/min Stroke: 400 mm
Contamination: Coolant dilution 30:1
FCD45 particles 115 MESH (125 μm or less) added at 5% (by
weight)
Pattern: 2 days in coolant (ball grooves of rail are immersed) 5 days no
coolant
Friction force change Test results
150 No.1 No.2 No.3 Sample Lubricating Condition Lost Result
condition (*1) Broken end cap Flaking Preload Distance (km)
100 Running year (*2)
50 End cap broke
0Friction force, N No.1 Grease Yes No Yes prematurely
0 only Test due to inadequate
Lubricant volume, cm3 stopped way of lubrication and
particles.
600 km, 0.8 years.
NSK K1 Running uninterrupted
No.2 (4 pcs.) No
No No over 3 600 km,
+ Grease
5 years.
Shortened life
No.3 Oil only No Slight Yes because of particle
and inadequate way of
500 1 000 1 500 2 000 2 500 3 000 3 500 4 000 lubrication. 3 000 km,
Running distance, km 4.1 years.
(*1): No replenishment of grease to sample No.1 and No.2 during test.
(*2): Running year is calculated by 720 km/year (average 3 m/min × 16 hr/day ×
250 days/year).
Merit Comparison of lubricant consumption
Estimated oil consumption in the test equivalent to 5 years
• Reduced expense for lubricants (see graph in the right) running (for 4 LA45 slides)
• No oil or grease supply systems required 40 000
Reduced equipment cost
35 000 0.45 cm3 × 16 hr/day
• Improved machine design time and efficiency 30 000 × 250 days/year × 5 years
No piping design required × 4 slides 36 000 cm3
• Better for the environment 25 000
NSK K1 reduces lubricant consumption, minimizes waste
oil
20 000
15 000
10 000
5 000
3